- Минский р-н, Новодворский с/с, д. Большое Стиклево, д.30/1-1А, АСК, 1 этаж
- +375 17 377 08 44
- +375 29 11 33 200
- +375 29 11 33 202
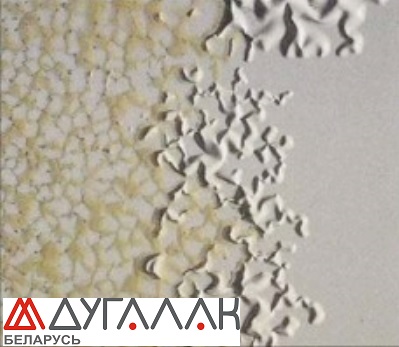
«Крокодиловая кожа» или сморщенность гелькоута.
Данный эффект может наступить в процессе сморщивания гелькоута при контакте с матрицей.
| Возможные причины | Меры по устранению |
| Недостаточная толщина пленки | Наносить рекомендуемую толщину (400-600мм) |
| Высокая влажность | Установить влагопоглотители или работать в условиях более низкой влажности |
| Низкая температура | Повысить температуру в помещении |
| Слишком мало катализатора | Увеличить дозировку катализатора |
| Слишком длительное время гелеобразования | Проверить дозировку катализатора |
| Недостаточное время отверждения перед нанесением опорного слоя | Проверить катализатор/тип/дозировку/температуру |
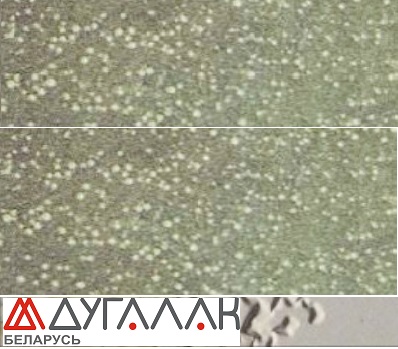
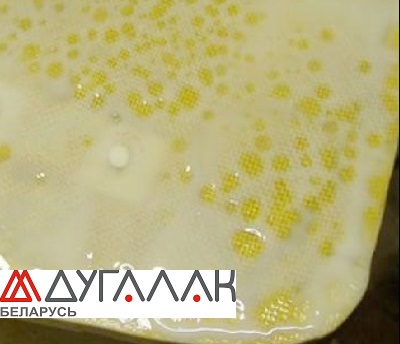
Пористость гелькоута
Микроскопические отверстия на поверхности гелькоута, вызванные наличием очень мелких пузырьков вовлеченного воздуха.
| Возможная причина | Меры по устранению |
| Время гелеобразования слишком мало | Проверить тип катализатора/ дозировку для выхода воздуха |
| Излишнее напыление катализатора | Отрегулировать пистолет с наружным смешиванием |
| Плохое распыление | Проверить и отрегулировать давление (микропористость обычно — избыточноe давлениe. Крупные поры – недостаточное давление). Требуемая толщина пленки должна достигаться минимум за два прохода. |
| Пистолет находится слишком близко к поверхности | Держать пистолет на расстоянии 50–100 см от поверхности |
| Слишком толстая пленка гелькоута | Наносить пленку рекомендуемой толщины (400–600 микрон) |
| Слишком высокая вязкость | Проверить вязкость и температуру |
Потеки
Эффект, когда гелькоут стекает на вертикальных поверхностях.

| Возможная причина | Меры по устранению |
| Гелькоут нанесен слишком толстым слоем | Измерить толщину слоя, отрегулировать |
| Слишком низкая тиксотропия или вязкость | Проверить вязкость при нанесении |
| Слишком высокое напряжение сдвига при смешивании гелькоута | Использовать только оборудование с низким напряжением Сдвига |
| Неподходящая разделительная смазка (слишком высокое содержание силикона) | Заменить разделительную смазку |
| Слишком высокое давление воздуха может сдвигать гелькоут | Проверить и отрегулировать давление |
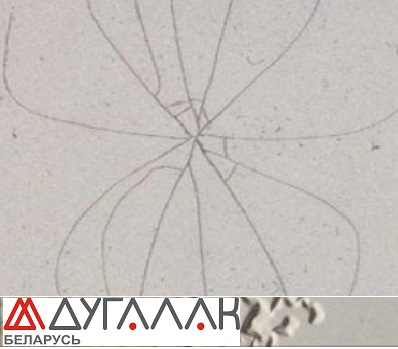
Растрескивание гелькоута
Появление трещин различной формы на поверхности гелькоута

| Возможная причина | Меры по устранению |
| Слишком много гелькоута | Проверить толщину пленки |
| Недостаточное отверждение ламината при съеме | Проверить плотность по Барколу, снимать с матрицы после полного отверждения ламината |
| Недостаточность использованного армирования | Увеличить толщину зон поражения |
| Проблемы с разделительной смазкой | Проверить правильность подбора разделительной смазки и ее нанесения |
| Трещины в матрице | Проверить, нет ли дефектов поверхности матрицы |
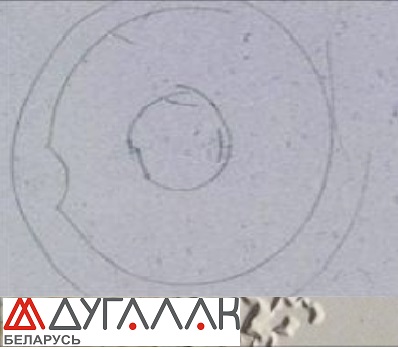
Кратеры
Появление небольших, обычно круглых зоны без гелькоута.
| Возможная причина | Меры по устранению |
| Гелькоут загрязнен водой, маслом, силиконом или растворителем из оборудования для нанесения | Проследить, чтобы инструменты были чистыми и сухими, а воздуховоды напыления были полностью очищены |
| Неправильная разделительная смазка | Не использовать разделительные смазки, содержащие силиконы |
| Загрязнение матрицы | Очистить поверхность матрицы безворсовой тканью, затем нанести повторно |
| Избыток воска на матрице | Удалить избытки воска и снова отполировать матрицу |
Избыточное пропечатывание волокна
Армирующее стекловолокно проявляется на поверхности.

| Возможная причина | Меры по устранению |
| Гелькоут недостаточно отвержден перед выкладкой | Проверить дозировку/тип катализатора, время отверждения и температуру |
| Изделие снято с матрицы до полного отверждения | Оставить изделие в матрице на более длительное время перед съемом |
| Слишком тонкий слой гелькоута | Наносить гель слоем рекомендуемой толщины |
| Избыточное экзотермическое тепло от нанесенной смолы | Наносить смолу постепенно или выбрать марку с более низким пиком экзотермы |
| Неправильное использование армирования | После слоя гелькоута нанести поверхностную вуаль/ткань или слой смолы тайкоут. Не использовать тканый ровинг или ткань слишком близко к поверхности |
Тусклый блеск гелькоута
Отсутствие нормального блеска гелькоута сразу после извлечения из матрицы

| Возможная причина | Меры по устранению |
| Высокая шероховатость поверхности матрицы | Отполируйте матрицу |
| Налет на матрице | Вымойте и отполируйте матрицу очистителем; в большинстве случаев это так называемый восковый налет- в действительности полистирольный |
| Полистирольный налет | Шлифуйте или отчищайте щеткой и сильным растворителем, читайте инструкцию к растворителю перед исльзованием. |
| Загрязнения матрицы | Очистите матрицу. Лучше, что бы время между очисткой и нанесением гелькоута было минимальным. |
| Растворитель или вода | Регулярно сливайте воду из одоотделителия на воздушной линии |
| «Сырой» катализатор | Сделайте первый впрыск катализатора вне изделия. |
Пожелтение
Эффект – Неравномерное окрашивание белых или пастельных тонов после действия солнечного света.

| Возможная причина | Меры по устранению |
| Полистирол/восковый налет с матрицы переносится на изделие с матрицы | Регулярно очищайте матрицу. Не очищайте матрицу стирольными растворителями. |
| 2. Неправильное отверждение гелькоута:
2.1. Проблемы катализатора | Проверьте катализатор (бракованная или старая партия) и его процентное соотношение. используйте только рекомендуемые катализаторы соответствующих количествах. |
| 2.2. Загрязнения (растворитель, влага, масла) | Загрязнения влияют на процесс отверждения. |
| 2.3. Несоответствующие добавки в гелькоуте | Не добавляйте никаких материалов(кроме МЕКР катализатора) в гелькоут без согласования с производителем. |
| 2.4. Низкая температура | Не наносите гелькоут при температуре ниже 16С в результате гелькоут может недоотвердиться. |
| 2.5. Старый материал | Обновите склад |
| 2.6. Отверждение пленки ингибировано стирольными испарениями. | обеспечьте необходимую циркуляцию воздуха в застойных зонах, где собираются стирольные испарения. |
| 3. Предварительное отделение | Большинство условий, которые вызывают отделение гелькоута, также становятся причиной пожелтения. Проверьте те же характеристики, как и для предварительного отделения гелькоута. |
| 4. Зоны преобладания ламината | Контролируйте технологию ламинирования. Особенно в углублениях, где отверждение гелькоута нетипично. Это часто вызывает пожелтение гелькоута. |
| 5. Отделение смолы | Избыточное напыление, чрезмерная толщина пленки,расслаивание разнородных пигментов или загрязнения , могут могут стать причиной разделения связующего/пигмента. Концентрация связующего гелькоута на поверхности изделия приводит к более быстрому пожелтению готового изделия |
| 6. Утолщенная пленка гелькоута | Избегайте нанесения слишком толстого слоя покрытия |
| 7. Очищение готового изделия щелочными очистителями | Не используйте сильные щелочные очистители (такие как аммиак или другие очистители с рН>9) для очистки поверхности гелькоута. |
| 8. Распылительный пистолет слишком близко к матрицы | Удерживайте необходимое расстояние |
| 9. Напыление в один проход | Напыляйте несколько раз |
| 10. Недостаточная дисперсия | Гелькоут должен быть хорошо диспергирован. |
Адгезия к матрице
Поверхность гелькоута прилипает к матрице, затрудняя её отделение.

| Возможная причина | Меры по устранению |
| Разделительная смазка нанесена неравномерно или неправильно | Наносить аккуратно, соблюдать инструкции производителя |
| Грязная матрица | Очистить матрицу и нанести разделительную смазку |
| Разделительный воск не нанесен | наносить гелькоут только на матрицы с недавно нанесенной разделительной смазкой |
| Разделительная смазка не подходит | Пересмотреть подбор |
Отслоение
Слой гелькоута отстает от опорного слоя, обнажая рисунок стекломатериала.
| Причина | Меры по устранению |
| Загрязнение обратной поверхности гелькоута разделительной смазкой, катализатором, водой, наполнителем | Защищать поверхность гелькоута от загрязнения перед нанесением опорного ламината. |
| Избыток разделительной смазки мигрирует к поверхности и влияет на адгезию | Не допускать неравномерного нанесения разделительной смазки |
| Гелькоут содержит парафин (флоукоут) | Использовать правильную марку |
| Слой гелькоута переотвержден | Производить выкладку в течение 8 часов после или промыть поверхность гелькоута стиролом |
| Сухое армирование в контакте с гелькоутом | Смочить слой гелькоута смолой перед выкладкой армирования |
| Загрязнение волокон армирования | Защищать и использовать сухие и чистые армирующие материалы |
1.Основные характеристики иобласть применения
Применяется для производства стеклопластиков методом ручной формовки инапыления. Обладает высокой сопротивляемостью ударам иповышенной эластичностью. Обеспечиваетвысокую смачиваемость стекловолоконных материалов. Работать сосмолой при комнатной температуре, сиспользованием системы ускоритель- отвердитель (октоат кобальта-мекп)
2. Характеристики смол при поставке
| Свойства | Ед.изм. | Показатель | Метод |
| Внешний вид | Голубая жидкость с | Визуальный | |
Массовая доля | % | 53-56 | Гост р52487 и |
Кислотное число, | Мгкон/г | 30 | Iso 3682 |
Время желатинизации | Мин. | 15´00´´ | Гост 22181 ип.4.5ту |
Динамическая | Мпа*с | 800-1000 | Гост25271-93 |
3. Стандартная упаковка
Двугорлые металлические бочки по220кг, полиэтиленовые кубы 1100кг.
4. Хранение
Гарантийный срок 4 месяца.
Условия хранения хранить воригинальной упаковке взакрытом помещении при температуре неболее 25°с, исключить попадание прямых солнечных лучей.
